01
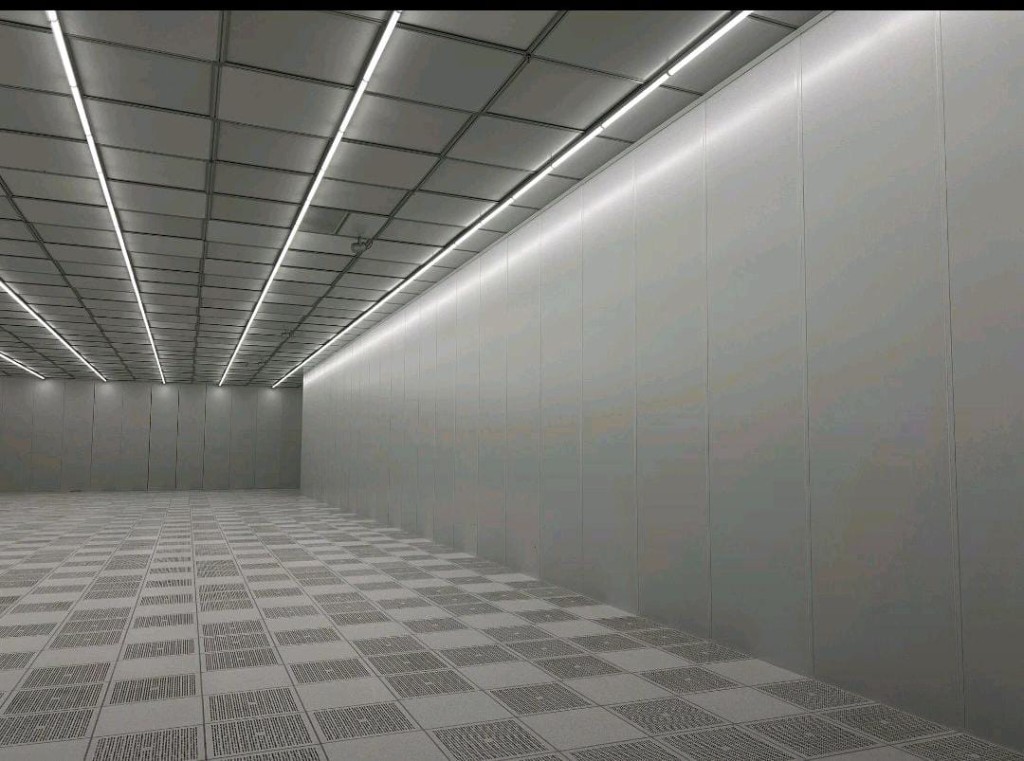
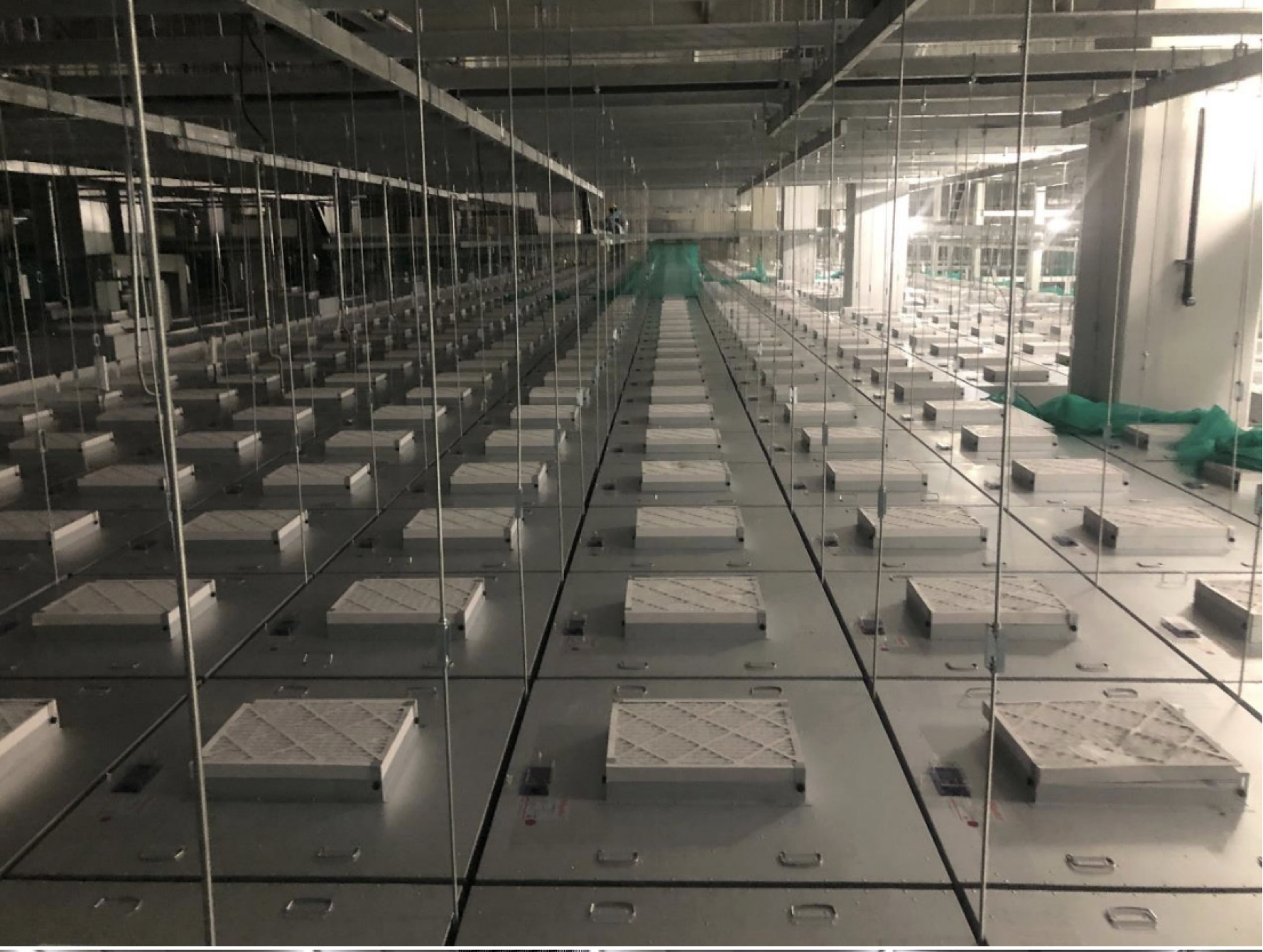
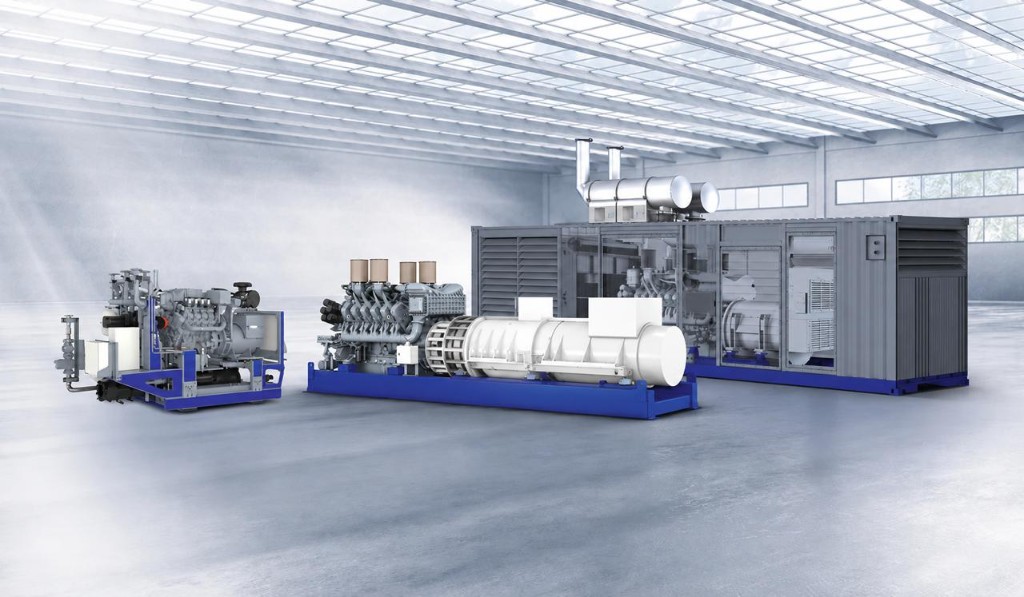
Civil, Structural and PEB Engineering Building
Civil, structural, and architectural engineering for advanced technology facilities — creating layouts that optimize cleanroom functionality, specifying materials and finishes that meet stringent cleanliness standards, and designing specialized ventilation and filtration interfaces. Our engineers plan and execute foundations, framing, and pre-engineered building (PEB) solutions in compliance with safety standards, accommodating industrial equipment loads and precision manufacturing requirements.